Quenched Piston Rod: Core Technology Analysis And Application Guide
Release time:2026-01-23
Visits:154
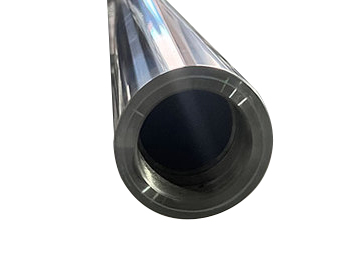
Quenched piston rods are core components in hydraulic and pneumatic systems. Through high-temperature quenching and tempering processes, they enhance surface hardness and wear resistance while balancing material toughness, finding extensive applications in construction machinery, automotive industry, and other fields. This article will deeply analyze their process characteristics, application scenarios, and manufacturing key points.
1. Superior Mechanical Properties
The quenching process forms a martensitic structure on the surface layer of the piston rod, achieving a hardness of 58-62HRC and significantly improving wear resistance. By precisely controlling the tempering temperature (typically around 200°C), quenching stress is relieved to prevent brittle fracture, ensuring both high strength and moderate toughness.
2. High Precision and Durability
Grinding and polishing technologies are employed in the finishing stage to ensure surface roughness ≤0.4μm and dimensional tolerance controlled within ±0.01mm, meeting sealing requirements in high-pressure environments.
II. Application Fields and Performance Requirements
- Construction Machinery: Hydraulic cylinders in excavators, cranes, and other equipment endure frequent impact loads, requiring quenched piston rods to have a bending strength of over 900MPa.
- Automotive Manufacturing: When used in brake systems, surface gradient hardening via induction hardening is necessary to prevent deformation caused by instantaneous braking force.
- Automation Equipment: In pneumatic actuators, piston rods must maintain a low friction coefficient during high-speed reciprocating motion, typically supplemented with a chromium plating layer to enhance corrosion resistance.
III. Key Links in Manufacturing Process
1. Material Selection and Pretreatment
High-strength alloy steels such as 42CrMo and 40Cr are used, subjected to normalizing or quenching-tempering treatment to obtain a tempered sorbite matrix, laying the structural foundation for subsequent quenching. For example, 42CrMo steel requires holding at 830°C±10°C for 160 minutes during quenching-tempering, followed by water cooling and tempering at 550°C for 190 minutes.
2. Gradient Heat Treatment Technology
- Surface Quenching: A double-layer induction coil design is adopted, with the front section preheating to 890-910°C and the rear section using spray cooling to achieve a 2-3mm hardened layer.
- Deformation Control: Large piston rods (over 4m in length) require segmented quenching, and the workpiece is oscillated during cooling to ensure uniformity, with deformation ≤0.15mm/m.
3. Intelligent Quenching Equipment
Modern production lines integrate automatic temperature control systems and hydraulic lifting devices, directly transferring quenched workpieces to enclosed cooling chambers to avoid oxide layer formation. The spray system uses 36° swirling nozzles, achieving a cooling rate of up to 150°C/s.
IV. Quality Risks and Solutions
- Crack Prevention: Control the quenching fluid concentration (usually 10%-15% polymer aqueous solution), and stepwise cooling can reduce thermal stress.
- Structural Uniformity: For low hardenability materials such as 45 steel, avoid ferrite aggregation in the core; subcritical quenching (heating between Ac1 and Ac3) can reduce hardness fluctuations.
- Residual Stress Relief: Add vibration aging treatment after low-temperature tempering to homogenize stress distribution.
The performance of quenched piston rods directly affects equipment life and safety. With the development of induction heating technology and intelligent temperature control systems, the industry is moving toward higher precision and lower energy consumption, providing more reliable power transmission solutions for heavy machinery, new energy vehicles, and other fields.









 +86 13771119215
+86 13771119215 



