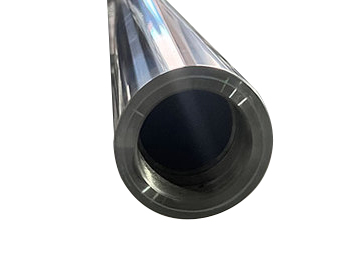
A honed tube, also known as a honed cylinder tube or precision honed pipe, is a high-precision cylindrical component characterized by its extremely smooth inner surface, tight dimensional tolerance, and excellent mechanical properties. It is produced by subjecting a base metal tube (typically carbon steel, alloy steel, or stainless steel) to a precision honing process—a specialized abrasive machining technique that refines the inner surface to achieve superior flatness, roundness, and surface finish. Unlike ordinary seamless tubes, honed tubes undergo additional precision processing to eliminate surface defects, correct dimensional deviations, and enhance surface hardness and wear resistance. This makes them an indispensable component in hydraulic systems, pneumatic systems, precision machinery, and other industrial applications where high-pressure resistance, leak-proof performance, and smooth motion are critical. This article comprehensively explores the manufacturing process, core properties, types, typical applications, and maintenance guidelines of honed tubes, providing practical insights for engineers, procurement professionals, and maintenance technicians.
I. What is a Honed Tube? Core Definition and Distinction
At its core, a honed tube is a precision-engineered cylindrical tube whose inner surface has been refined through the honing process to achieve exceptional surface quality and dimensional accuracy. The honing process is a finishing operation that uses abrasive stones to remove small amounts of material from the inner surface of the tube, resulting in a smooth, uniform finish and precise geometric shape. The key distinction between honed tubes and other types of cylindrical tubes (such as seamless tubes, cold-drawn tubes, or tubes) lies in their surface finish, dimensional precision, and mechanical performance:
- Surface Finish: Honed tubes have an extremely smooth inner surface with a surface roughness of Ra ≤ 0.08 μm, significantly lower than seamless tubes (typically Ra 1.6~6.3 μm) and cold-drawn tubes (Ra 0.8~1.6 μm). This smooth surface minimizes friction between the tube and mating components (such as pistons, seals, or plungers).
- Dimensional Precision: Honed tubes exhibit strict dimensional tolerance, with an inner diameter tolerance of H7~H9 and a roundness error controlled within ±0.01 mm. The honing process effectively corrects ellipticity, taper, and other geometric deviations caused by previous processing steps, ensuring uniform wall thickness and consistent performance.
- Mechanical Performance: The honing process forms a cold-worked hardening layer on the inner surface of the tube, increasing surface hardness by HV ≥ 4° and improving fatigue strength by approximately 30% compared to unprocessed tubes. This enhanced performance ensures the tube can withstand high pressure, frequent reciprocating motion, and harsh operating conditions without deformation or damage.
- Purpose: Honed tubes are designed for high-precision, high-performance applications, particularly in hydraulic and pneumatic systems where leak-proof performance, smooth motion, and long service life are essential. Ordinary seamless tubes, by contrast, are primarily used for general fluid transport or structural applications where precision is not a critical requirement.
The base metal of honed tubes is selected based on the application’s load, pressure, and environmental requirements, with common options including 10#, 20#, 35#, 45# carbon steel, 40Cr alloy steel, 25Mn, and 37Mn5, each offering different levels of strength, toughness, and corrosion resistance. The combination of a high-quality base metal and precision honing processing makes honed tubes ideal for applications requiring both structural integrity and superior surface performance.
II. Manufacturing Process of Honed Tubes
The manufacturing of honed tubes involves a series of precision steps, from base tube preparation to honing processing and post-honing finishing, with strict quality control at each stage to ensure the tube’s surface quality, dimensional accuracy, and mechanical performance. The key steps are as follows:
1. Base Tube Preparation
This is the foundation of high-quality honed tubes, as the base tube’s quality directly affects the final performance of the honed product. The steps include:
- Material Selection: Choose the appropriate base metal tube based on the application’s pressure, load, and environmental requirements. Common options include carbon steel tubes for general industrial use, alloy steel tubes for high-strength and high-pressure applications, and stainless steel tubes for corrosive environments. The base tube can be either a seamless tube or a welded tube, with seamless tubes preferred for high-pressure applications due to their uniform structure and high pressure-bearing capacity.
- Preliminary Processing: The base tube undergoes cold drawing or hot rolling to achieve the approximate inner and outer diameter dimensions. Cold-drawn base tubes offer better surface quality and dimensional precision, while hot-rolled base tubes are more cost-effective for large-diameter applications. After drawing or rolling, the tube is cut to the required length and undergoes preliminary straightening to reduce bending deformation.
- Surface Cleaning: A critical step to remove oil, rust, oxide layers, and impurities from the inner and outer surfaces of the base tube. The cleaning process includes alkaline degreasing (50~60℃) to remove oil stains, acid pickling (10%~20% hydrochloric or sulfuric acid) to remove oxide layers, and ultrasonic cleaning (40kHz) to eliminate tiny pores and contaminants. Clean surfaces ensure uniform abrasive contact during the honing process and prevent surface defects.
2. Precision Honing Process
The honing process is the core step in manufacturing honed tubes, designed to refine the inner surface and correct dimensional deviations. It is a low-velocity, high-pressure abrasive machining process that uses honing stones (abrasive tools) to remove small amounts of material from the inner surface of the tube. The key details of the honing process are as follows:
- Honing Equipment: Honing is typically performed using a horizontal honing machine or vertical honing machine, equipped with a honing head that holds the abrasive stones. The honing head is inserted into the base tube and rotated while moving axially, ensuring uniform material removal across the entire inner surface.
- Abrasive Stone Selection: The abrasive stones are selected based on the base metal’s hardness and the desired surface finish. Common abrasive materials include aluminum oxide (Al₂O₃) for carbon steel and alloy steel, and silicon carbide (SiC) for harder materials. The grit size of the abrasive stones ranges from 80# to 600#, with finer grits used for achieving smoother surface finishes.
- Honing Parameters: The honing process is controlled by three key parameters: rotational speed (typically 100~500 rpm), axial feed rate (0.1~1 mm/rev), and honing pressure (0.5~5 MPa). These parameters are adjusted based on the base metal, desired surface finish, and dimensional requirements to ensure uniform material removal and avoid surface damage.
- Honing Execution: The honing process is divided into two stages: rough honing and fine honing. Rough honing uses coarse-grit abrasive stones to remove excess material, correct geometric deviations (such as ellipticity and taper), and prepare the surface for fine honing. Fine honing uses fine-grit abrasive stones to achieve the final surface finish and dimensional accuracy. During the process, a honing fluid (a mixture of oil and abrasive particles) is used to cool the tool and workpiece, flush away debris, and reduce friction.
3. Post-Honing Finishing
After honing, the tube undergoes post-processing to enhance performance and meet final application requirements:
- Post-Cleaning: The honed tube is thoroughly cleaned with pure water or a cleaning agent to remove residual honing fluid, abrasive debris, and other contaminants. This prevents surface corrosion and ensures the inner surface remains smooth and clean.
- Straightness Correction: The honed tube is subjected to precision straightening to ensure its straightness meets application requirements (typically ≤ 0.1 mm/m). This step is critical for applications such as hydraulic cylinders, where bending can cause uneven wear and leakages.
- Surface Treatment (Optional): Depending on the application environment, the honed tube may undergo additional surface treatments to enhance corrosion resistance. Common treatments include chrome plating, zinc plating, or phosphating, which form a protective layer on the outer (and sometimes inner) surface of the tube.
- Quality Inspection: The finished honed tube is inspected for surface finish (using a surface roughness tester), dimensional accuracy (using a micrometer or caliper), roundness, straightness, and mechanical properties (such as hardness and tensile strength). Common inspection methods include visual inspection, dimensional measurement, and microhardness testing to ensure the tube meets all specified requirements.
III. Core Properties of Honed Tubes
The combination of high-quality base metal and precision honing processing gives honed tubes a unique set of properties that make them suitable for harsh industrial environments and high-precision applications. Key properties include:
- Exceptional Surface Smoothness: Honed tubes have an extremely smooth inner surface with a surface roughness of Ra ≤ 0.08 μm, minimizing friction between the tube and mating components (such as pistons and seals). This reduces energy consumption, wear, and noise, and ensures smooth, consistent motion in hydraulic and pneumatic systems.
- High Dimensional Precision: Honed tubes exhibit strict dimensional tolerance, with inner diameter tolerance of H7~H9 and roundness error ≤ ±0.01 mm. The uniform wall thickness and precise geometric shape ensure consistent performance and compatibility with mating components, reducing leakages and improving system reliability.
- Enhanced Surface Hardness and Wear Resistance: The honing process forms a cold-worked hardening layer on the inner surface, increasing surface hardness by HV ≥ 4° and improving wear resistance. This allows honed tubes to withstand frequent reciprocating motion, high pressure, and abrasive wear, significantly extending their service life.
- High Pressure Resistance and Leak-Proof Performance: The smooth inner surface and precise dimensional tolerance ensure a tight fit with seals, preventing fluid leakage even under high pressure (up to 350 MPa). This makes honed tubes ideal for hydraulic cylinders, hydraulic presses, and other high-pressure applications.
- Improved Fatigue Strength: The honing process creates a residual compressive stress layer on the inner surface, which helps to close microcracks and prevent their expansion. This improves the tube’s fatigue strength by approximately 30%, making it suitable for applications with frequent cyclic loads.
- Good Machinability and Customization: Honed tubes can be easily cut, drilled, or threaded to meet specific application requirements. They are available in a wide range of diameters (from 10 mm to 500 mm) and lengths, and can be customized to suit different industrial needs.
IV. Main Types of Honed Tubes
Honed tubes are classified into various types based on base metal, processing method, surface treatment, and application requirements. Each type has unique characteristics and is tailored to specific industrial needs:
1. Based on Base Metal
- Carbon Steel Honed Tubes: The most common type, using 10#, 20#, 35#, or 45# carbon steel as the base metal. They offer good strength, toughness, and cost-effectiveness, making them suitable for general industrial applications such as hydraulic cylinders, pneumatic cylinders, and fluid transport systems. 45# carbon steel honed tubes are particularly popular for heavy-load hydraulic applications due to their high strength.
- Alloy Steel Honed Tubes: Using 40Cr, 25Mn, or 37Mn5 alloy steel as the base metal, these tubes offer enhanced strength, fatigue resistance, and heat resistance. They are suitable for high-pressure, high-temperature, or high-vibration applications such as heavy machinery hydraulic systems, automotive transmission systems, and aerospace components. 40Cr alloy steel honed tubes are widely used in high-precision hydraulic cylinders due to their excellent mechanical properties.
- Stainless Steel Honed Tubes: Made of 304, 316, or other stainless steel grades, these tubes offer superior corrosion resistance and are ideal for harsh environments such as marine, chemical, or food processing industries. They are used in hydraulic systems, pneumatic systems, and fluid transport systems where corrosion resistance is critical.
2. Based on Processing Method
- Cold-Drawn Honed Tubes: The base tube is first cold-drawn to achieve high dimensional precision and surface quality, then honed to further refine the inner surface. These tubes have a smoother surface, tighter dimensional tolerance, and better mechanical properties than hot-rolled honed tubes, making them suitable for high-precision applications such as CNC machine hydraulic systems and precision pneumatic components.
- Hot-Rolled Honed Tubes: The base tube is hot-rolled to achieve the approximate dimensions, then honed to correct dimensional deviations and improve surface quality. These tubes are more cost-effective than cold-drawn honed tubes and are suitable for large-diameter, heavy-load applications such as construction machinery hydraulic cylinders and industrial hydraulic presses.
3. Based on Surface Treatment
- Untreated Honed Tubes: No additional surface treatment is applied, relying on the base metal’s inherent properties. These tubes are suitable for dry or mild environments where corrosion is not a concern, such as general industrial machinery.
- Chrome-Plated Honed Tubes: The outer (and sometimes inner) surface is chrome-plated to enhance corrosion resistance and wear resistance. These tubes are suitable for humid, corrosive, or high-wear applications such as marine hydraulic systems and chemical processing equipment.
- Phosphated Honed Tubes: The surface is treated with phosphating to form a protective layer that improves corrosion resistance and enhances the adhesion of lubricants. These tubes are widely used in hydraulic cylinders and pneumatic components to reduce friction and extend service life.
V. Typical Application Scenarios of Honed Tubes
Thanks to their exceptional surface smoothness, high dimensional precision, and enhanced mechanical properties, honed tubes are widely used in various industrial fields, particularly in applications requiring high pressure, leak-proof performance, and smooth motion. Typical application scenarios include:
1. Hydraulic Systems
This is the largest application field for honed tubes. They are used as cylinder barrels in hydraulic cylinders, where they house the piston and withstand high pressure (up to 350 MPa) and frequent reciprocating motion. The smooth inner surface minimizes friction between the piston and cylinder barrel, reducing wear and ensuring smooth operation. Common applications include construction machinery (excavators, cranes, loaders), industrial hydraulic presses, hydraulic power units, and agricultural machinery.
2. Pneumatic Systems
Honed tubes are used as cylinder barrels in pneumatic cylinders, where they require smooth motion and leak-proof performance. The low surface roughness ensures minimal friction between the piston and cylinder barrel, enabling fast, precise motion in automated systems. Common applications include automated assembly lines, pick-and-place robots, packaging machinery, and textile machinery.
3. Precision Machinery and Machine Tools
In CNC lathes, milling machines, and machining centers, honed tubes are used as guide sleeves, hydraulic cylinders, and spindle components. Their high dimensional precision and surface smoothness ensure stable operation and high machining accuracy. Honed tubes are also used in precision measuring instruments and testing equipment, where dimensional accuracy is critical.
4. Automotive and Aerospace Industries
In the automotive industry, honed tubes are used in engine components, transmission systems, and hydraulic brake systems. They withstand high temperatures, vibration, and pressure, ensuring reliable performance. In the aerospace industry, honed tubes are used in aircraft hydraulic systems, landing gear components, and engine fuel systems, where lightweight, high strength, and precision are critical. Alloy steel and stainless steel honed tubes are preferred in these applications due to their enhanced performance.
5. Marine and Chemical Engineering
Stainless steel or chrome-plated honed tubes are used in marine equipment (such as ship hydraulic systems, propeller shafts, and seawater pipelines) and chemical plants (such as chemical fluid transport pipes, valve sleeves, and pump cylinders). Their corrosion resistance ensures reliable operation in harsh environments with saltwater, chemicals, and high humidity.
6. Other Industrial Fields
- Medical and Pharmaceutical Equipment: Stainless steel honed tubes are used in medical devices such as surgical instruments, drug delivery systems, and diagnostic equipment. Their smooth surface and corrosion resistance meet strict hygiene standards.
- Printing and Packaging Machinery: Honed tubes are used as guide rollers, hydraulic cylinders, and pneumatic components, ensuring smooth, precise motion of paper, film, and packaging materials. Their high precision reduces material waste and improves production efficiency.
- Metal Processing and Mold Industry: Honed tubes are used as mold guide sleeves, ejector sleeves, and hydraulic cylinders in stamping molds and injection molds. Their wear resistance and precision ensure consistent mold performance and long service life.
VI. Key Selection and Maintenance Guidelines
1. Selection Considerations
To select the optimal honed tube for a specific application, consider the following key factors:
- Pressure and Load Requirements: Determine the maximum pressure and load the tube will bear, and select a base metal with sufficient strength and pressure-bearing capacity. Alloy steel honed tubes are suitable for high-pressure, heavy-load applications, while carbon steel honed tubes are ideal for general-pressure applications.
- Environmental Conditions: For corrosive environments (such as marine, chemical, or humid conditions), select stainless steel or chrome-plated honed tubes. For high-temperature applications, choose heat-resistant alloy steel honed tubes.
- Precision Requirements: Choose the appropriate dimensional tolerance and surface finish based on the application’s precision needs. High-precision applications (such as CNC machine hydraulic systems) require honed tubes with strict dimensional tolerance (H7~H8) and smooth surface finish (Ra ≤ 0.04 μm).
- Size and Installation: Select the appropriate inner diameter, outer diameter, and length based on the installation space and application requirements. Honed tubes are available in a wide range of sizes and can be customized to suit specific needs.
- Mating Components: Ensure the honed tube is compatible with mating components such as pistons, seals, and end caps. The inner surface finish and diameter should be matched to the mating component’s requirements to minimize friction and prevent leakages.
2. Maintenance Guidelines
Proper maintenance is essential to extend the service life of honed tubes and ensure stable performance. Follow these guidelines:
- Regular Cleaning: Remove dust, debris, and fluid residues from the inner and outer surfaces of the honed tube using a soft cloth or brush. Avoid using abrasive cleaners or tools, as they can scratch the smooth inner surface and damage the hardening layer.
- Lubrication: Apply lubricating oil or grease regularly to the inner surface of the tube to reduce friction between the tube and mating components. Choose a lubricant compatible with the application’s temperature and pressure conditions. For hydraulic systems, use hydraulic oil that meets the system’s requirements to ensure smooth operation and prevent wear.
- Inspection: Regularly check the honed tube for surface damage (scratches, dents, or corrosion), dimensional deviations, and leaks. If the inner surface is scratched or corroded, it may cause increased friction and leakages, leading to premature failure. Check the tube’s straightness and roundness periodically to ensure it meets application requirements.
- Storage: Store unused honed tubes in a dry, well-ventilated area, away from moisture, corrosive substances, and direct sunlight. Cover the tube’s ends to prevent dust and debris from entering the inner surface. For long-term storage, apply a thin layer of anti-rust oil to the outer surface to prevent corrosion.
- Avoid Misuse: Do not use the honed tube beyond its rated pressure or temperature range. Avoid impact or collision, as this can damage the tube’s surface and cause dimensional deviations. When installing, ensure proper alignment to prevent uneven wear and leakages.
VII. Environmental Considerations and Future Developments
The manufacturing process of honed tubes involves abrasive machining and surface treatment, which can generate abrasive debris and waste fluids. To minimize environmental impact, the industry is adopting more eco-friendly practices:
- Waste Fluid Treatment: Honing fluids and cleaning fluids are treated to remove contaminants before being discharged or recycled, reducing water pollution. Many manufacturers now use biodegradable honing fluids to further reduce environmental impact.
- Abrasive Recycling: Used abrasive stones and debris are collected and recycled, reducing waste and resource consumption. Advanced recycling technologies allow for the recovery of abrasive materials, which can be reused in the honing process.
- Energy-Saving Manufacturing: Honing machines are being equipped with energy-saving motors and control systems to reduce energy consumption. Precision control of the honing process also minimizes material waste, improving resource efficiency.
Future developments in honed tubes will focus on improving precision, enhancing performance, and integrating with intelligent manufacturing systems. Innovations such as nanoscale honing technology (to achieve even smoother surface finishes), composite material honed tubes (for lightweight and high-strength applications), and IoT-enabled condition monitoring (to track tube performance in real time) will further expand their application potential. Additionally, the development of eco-friendly surface treatments and manufacturing processes will ensure that honed tubes continue to meet strict environmental regulations.
VIII. Conclusion
Honed tubes are critical components in modern industrial systems, combining high dimensional precision, exceptional surface smoothness, and enhanced mechanical properties. Their ability to withstand high pressure, resist wear, and ensure leak-proof performance makes them indispensable in hydraulic systems, pneumatic systems, precision machinery, and many other industrial fields. By understanding the manufacturing process, core properties, types, and application scenarios of honed tubes, engineers and procurement professionals can select the optimal product for their specific needs.
Proper selection and maintenance of honed tubes not only ensure the stability and efficiency of mechanical systems but also reduce operational costs and extend service life. As industrial automation and precision manufacturing continue to advance, the demand for high-quality honed tubes will continue to grow. With ongoing innovations in manufacturing technology and environmental practices, honed tubes will play an increasingly important role in the next generation of industrial equipment.
For anyone working in mechanical engineering, automation, or precision manufacturing, mastering the knowledge of honed tubes is crucial to designing and maintaining high-performance mechanical systems. As technology evolves, honed tubes will continue to improve, offering enhanced precision, performance, and sustainability for a wide range of industrial applications.








 Home
News
Industry News
Honed Tube: A Complete Guide To Manufacturing, Properties, Applications, And Maintenance
Home
News
Industry News
Honed Tube: A Complete Guide To Manufacturing, Properties, Applications, And Maintenance 
 +86 13771119215
+86 13771119215 



